



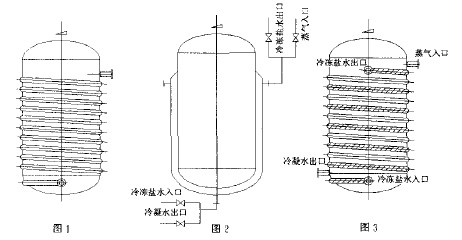
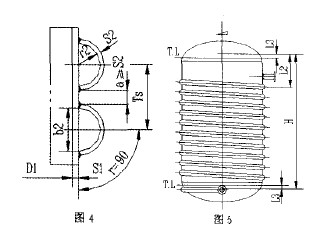
隨著生產趨向大型化和規模化發展,反應釜逐漸向大型化發展,其直徑加大,簡體加長。特別是承受外壓反應釜內筒體壁厚的增加,給設計、制造增加了難度,同時也提高了反應釜的制造費用,又不利于傳熱。 而采用半圓管夾套結構的反應釜,即可改善以上所述的情況,又可改善反應釜的受力情況,使反應釜內簡體的壁厚減薄(見圖1)。
該廠大部分“U”夾套結構反應釜為常壓操作,而“U”型夾套內常通 人0.3MPa-0.6MPa的蒸汽加熱,按《壓力容器安全技術監察規程》劃分, 為類(D1級)壓力容器。有些反應釜內是冷~熱間隔操作的,有時夾 套會出現使用冷凍鹽水降溫后再通入蒸汽的工況,這樣一旦誤操作會發生冷凍鹽水流失,造成浪費(見圖2)。采用雙螺旋半圓管夾套,使冷凍鹽水和蒸汽各行其道,可以徹底杜絕傳熱介質摻混和流失的問題(見 圖3)。鑒于以上原因,我們對該廠的這一類型設備進行了更新和改造, 設計了半圓管夾套來代替“U”型夾套。
1半圓管夾套容器的設計與計算
從半圓管夾套容器的受力分析來講,容器內筒受外壓,半圓管夾套受內壓,內簡體外壁纏繞的螺旋半圓管夾套可視為外壓加強圈,由于其間距較密、均勻,因而外壓計算長度較小,定性分析是安全的。可以降低內簡體的壁厚。具體的設計、計算詳見GB150—1998(鋼制壓力容器》HG/T20569L_1994(機械攪拌設備》及化工設備設計全書《攪拌設備設計》 中的相關內容。通過計算結果來看,不管是外壓筒體的壁厚,還是半圓管夾套的壁厚都得到了減薄,在綜合考慮腐蝕裕度、較小壁厚以及制造方面的原因后,適當的增加壁厚,這在工程設計上是安全的。
2半圓管夾套容器的結構設計
半圓管夾套可以采用單頭或雙頭螺旋結構(見圖4),如果將半圓管夾套視為加強圈進行計算時,必須滿足以下要求:
2.1螺旋通道的節距:Ts≤0.3D1
式中:N2-半圓管夾套的圈數;N3-半圓管夾套的剩余圈數。(N2圈數中整數圈數以外的余數)。
2.2按GB150計算時,內簡體計算長度L應取L1和L2兩者的較大植:
LI=H/N2-N3-1
L2—半圓管夾套計算長度H的端點(或終點)至邊緣半圓管夾套纏繞整周終點處的軸向距離(見圖5)。
2.3按GB150計算時,GB150中采用的Ls、Is和As值按以下各式 計算:
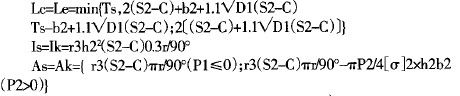
(符號說明見GB150-1998及HG/[20569-1994)。
從內筒體纏繞半圓管夾套的整體布局方面,為保證傳熱面積大,應盡量在內簡體及封頭上布滿半圓管夾套。
半圓管夾套的節距除按規定選擇外,還要依據內簡體的壁厚、半圓管夾套的壁厚以及焊接加工工藝等方面綜合考慮確定。為使傳熱面積加大,半圓管夾套的節距應盡量減小,考慮到焊接熱影響區、施焊、打磨、 焊縫無損檢測、返修等因素,半圓管夾套的外壁的間隙一般情況下取 20-30mm。
半圓管夾套上引出的進、出管口結構。其端板與內簡體及半圓管夾套的焊縫必須采用全焊透結構,并且做PT-I或M.r-I無損檢測。 半圓管夾套纏繞在內簡體的加工、制造、焊接是比較方便的,但用同樣的方法加工、制造、焊接在封頭上是比較困難的。因為封頭的外表面是一個曲面,而半圓管夾套的壁厚較薄,煨彎纏繞后易發生摺皺,環向斷面發生變形。另外,半圓管夾套邊緣處與封頭的外表面間隙過大, 不易保證,這些問題已在加工制造中得到了證實。所以在結構設計上對此進行了改造,在保證換熱面積的情況下,在封頭上采用無縫鋼管盤繞在外表面上,且與封頭進行雙面角焊。
3加工制造
以往半圓管夾套的制造都是采用整根鋼管切割而成,但考慮到邊緣加工余量,故鋼管切割成大半圓,而另一半鋼管就浪費掉了。隨著半圓管夾套在容器上的廣泛應用,出現了加工半圓管夾套的專有設備,即使用鋼板擠壓成半圓管夾套,可以按著設計的簡體外徑圈制出直徑略大于筒體外徑的螺旋半圓管夾套,即節省材料又方便安裝和焊接。 另外,在焊接前半圓管夾套邊緣加工45~ VI。設備內簡體制造完畢后,外表面焊縫應磨平,無損檢測合格后,在筒體外壁畫線,然后進行定位焊。這時半圓管夾套邊緣與內簡體外壁應保證0--2mm的間隙,以保證焊接質量。
為了便于半圓管夾套的安裝和定位,可制做樣板尺進行定位以此來保證節距及相鄰兩半圓管夾套外壁的尺寸,點焊后施焊。其焊縫應全焊透,并對焊縫進行PT-I或MT-I無損檢測。
半圓管夾套的焊縫較長,焊接應力較大,故對重要的容器設備應考慮進行消除應力熱處理。
4使用情況
通過我們設計的半圓管夾套反應器在該廠的使用情況來看,生產車間對此反應良好。即減少了壓力容器管理的數量,又減輕了壓力容器管理的難度。有些設備在蒸汽與冷凍鹽水分開使用時,不但杜絕了鹽水流失事故,而且還提高了半圓管夾套的蒸汽壓力,使傳熱效率提高。半 圓管夾套消除了“u”型夾套通冷凍鹽水時的傳熱盲區,又解決了“U”夾套冷凍鹽水走短路的問題。
“U”型管夾套為安裝保溫材料需要在夾套外壁設置保溫掛釘。而半圓管夾套的螺旋槽可方便與安裝保溫材料,使保溫工作效率提高,保溫層堅固耐用。
半圓管夾套的使用使反應釜大型化的設計、制造簡單并且節省鋼材,安裝可靠。在今后的應用過程與生產實踐中,半圓管夾套從設計、制造、安裝等方面將不斷完善提高,用途更加廣泛。
