



摘要:反應釜中進行化學反應的反應物由于濃度高、反應劇烈、控制靈敏性及散熱問題比較突出,而且反應釜具有非線性、多變量、強耦合、大時滯等特點,控制任務比較復雜,用經典的PID控制很難達到理想的控制效果,本文主要對反應釜的溫度控制系統進行了研究,根據反應釜的工作原理,對反應釜的過程特性和動態特性進行了計算分析,建立了反應釜的熱量平衡方程,并將其線性化,推導出了冷卻劑對反應釜溫度的傳遞函數模型,采用了基于查表的模糊控制和不完全微分PID控制算法相結合的控制方法并進行仿真,結果表明,控制效果明顯優于改進前的PID控制效果。
1 引言
反應釜廣泛應用于石油化工、醫藥、染料、礦冶、軍工及大專院校隸屬的科研單位,以其優良的密封性能克服了機械密封和填料密封無法解決的泄漏問題,是易燃、易爆、劇毒、貴重等介質加溫、加壓攪拌反應的優選設備,是目前國內外較理想的無泄漏反應裝置。在精細化工行業中,反應釜是常用的一種反應容器,而溫度是其主要被控制量,是保證產品質量的一個重要因素,也是化工生產的中心環節。
間歇式反應釜是化工生產中常用的一種反應裝置,反應釜運行過程中被控過程本身的特性隨著化學反應的變化產生嚴重的非線性現象,外部環境如化學品的種類、濃度、催化劑等擾動及傳感器的量測噪聲(量測聚合反溫度、壓力、流量、速度時隨機噪聲)對控制系統都會有不同程度的影響,造成間反應釜溫度控制系統的大非線性、大滯后、慢時變的特點。而傳統的PID控制和分程控制方式難以取得良好的控制效果,從而影響產品的質量和產量。位于間歇應釜控制基本控制級的還是以PID控制為主流,PID控制具有控制原理簡單、實便、無靜態誤差等特點,能滿足多數工業過程的需要,經過多年的發展和應用,從控制器發展到數字控制器,性能不斷提高。但是對于像間歇式反應釜這樣的慣性大后大、慢時變,制冷與加熱切換時非線性嚴重、隨機噪聲干擾頻繁的被控對象,過程模型難以確定,參數調整較為困難,即使可行,也會造成調節時間過長,很調量過大,控制就往往難以取得令人滿意的控制效果。參數靠人工經驗調節,自動化程度低,產品的產量和質量很難保證。因此,使用先進的控制方法與優化方法來改進PID控制方法的不足,以取得更好的控制效果和經濟效益十分關鍵。
2 反應釜的結構和工作原理
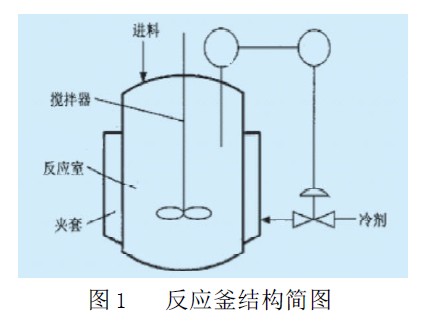
反應釜的基本結構如圖1所示,由攪拌容器和攪拌機兩大部分組成。攪拌容器包括筒體、換熱元件及內構件。攪拌器、攪拌軸及其密封裝置、傳動裝置等統稱為攪拌機。釜體為一個鋼制罐形容器,可以在罐內裝入物料,使物料在其內部進行化學反應。為了測量釜內的各項參數,在罐內裝有鋼制的套管,可將各種傳感器放入其中。
在進行化學反應之前,先將反應物按照一定的比例進行混合,然后與催化劑一同投入反應釜內,在反應釜的夾套內導入蒸汽加熱使釜內物料的溫度升高,通過攪拌器的攪拌使物料均勻并提高導熱速度,使其溫度均勻。
當釜內溫度達到預定的溫度時,保持一定時間的恒溫以使化學反應正常進行,反應結束后進行冷卻。有時在恒溫后還要進行二次升溫和恒溫。恒溫段是整個工藝的關鍵,如果溫度偏高或偏低,會影響反應進行的深度和反應的轉化率,從而影響了產品的質量。化學反應過程中一般伴有強烈的放熱效應,并且反應的放熱速率與反應溫度之間是一種正反饋自激的關系。也就是說,若某種擾動使反應溫度有所增加,反應的速率就會增加,放熱速率也會增加,會使反應溫度進一步上升,甚至會引起“聚爆”現象,使釜內的產品變成廢品,并且會影響安全生產。按照工藝要求,這些反應一般要經過加熱、恒溫、冷卻等過程,當原料配比、濃度確定以后,準確控制反應的溫度是保證產品質量和產量的關鍵[5]。為了使釜溫穩定,在夾套中通以一定的冷卻介質,來移走反應放出的多余熱量。通過調節流入反應釜夾套中冷卻介質的流量,來控制反應釜內物料的溫度使之符合工藝要求。
本文以間歇式反應釜為研究對象,在實際使用中需要檢測釜內的溫度、壓力和液位三種狀態信號,系統的主要控制的參數是溫度,反應溫度設定在80℃,液位的控制主要在加入原料、物料等階段,在到達指定液位后,系統將自動關閉進料閥門。
3 反應釜的動態特性分析
3.1反應釜溫度動態特性方程
對化學反應釜,根據化學反應中的熱量平衡關系,可知:反應系統內熱量的儲蓄量變化率=±單位時間內化學反應的熱效應(吸熱反應取-,放熱反應取+)是單位時間內與外界熱交換量(向外散熱取-,從外界吸收熱量取+)。假設反應釜夾套內容積和密度都保持不變,忽略熱交換過程中的熱量損失,可得以下方程:反應釜內的熱量平衡算式

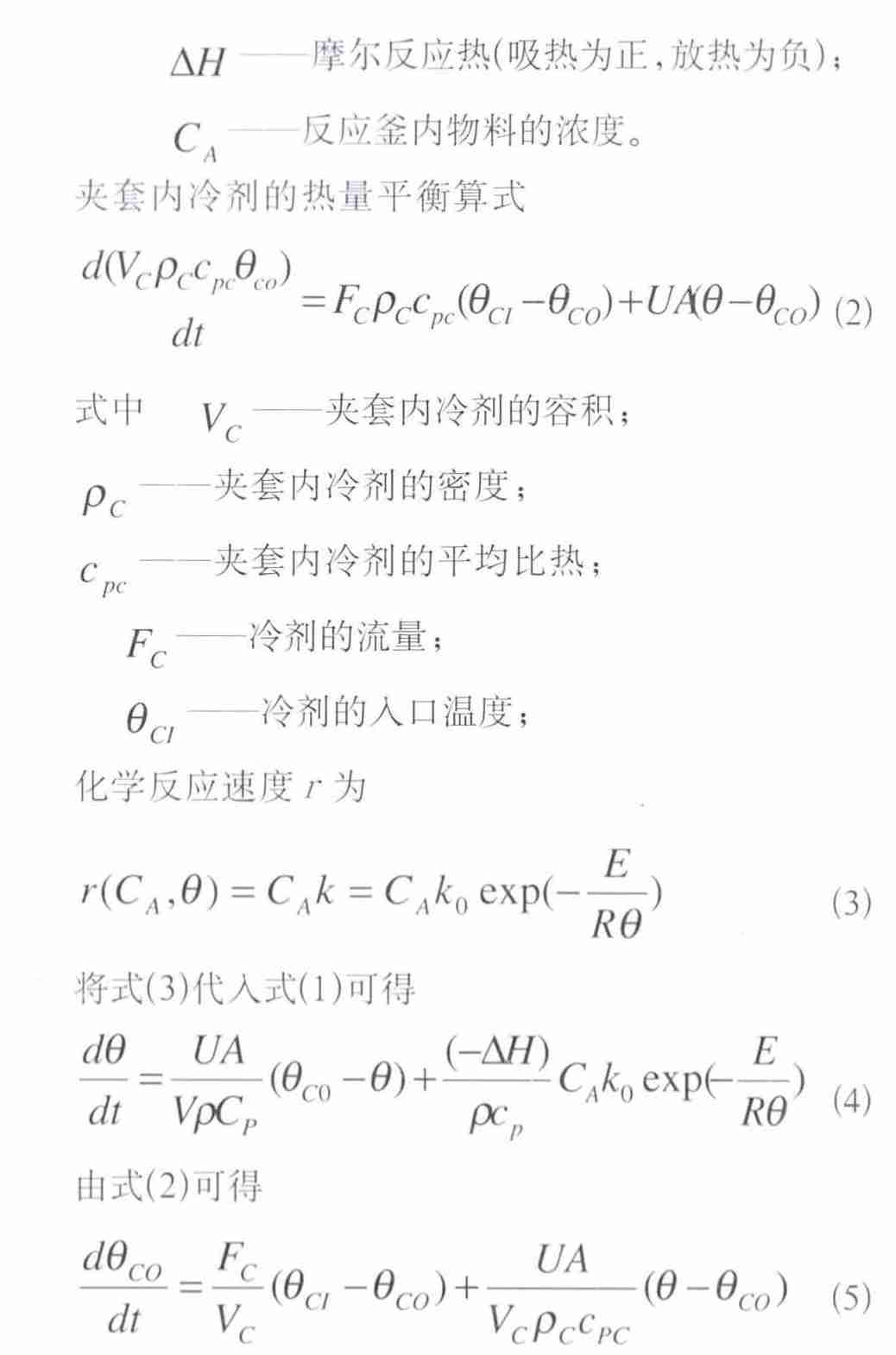
式中V——反應釜內物料的容積;
p——反應釜內物料的平均濃度;
cp——反應釜內物料的平均比熱;
Q——反應釜內溫度;
A——反應釜間壁的傳熱面積;
U——反應釜間壁的總傳熱系數;
QCO——冷劑的出口的溫度;
△H——摩爾反應熱(吸熱為正,放熱為負);
CA——反應釜內物料的濃度。
夾套內冷劑的熱量平衡算式
3.2模型線性化
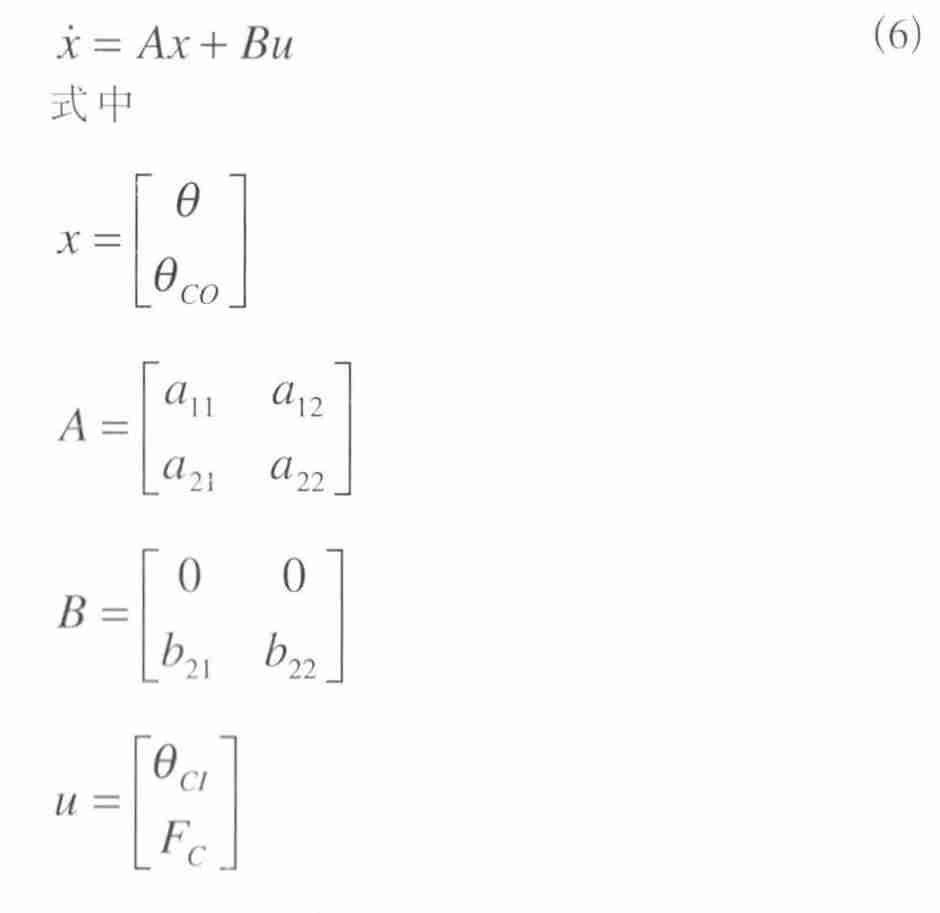
式(4)和(5)是表示反應釜溫度動態特性的基本方程,均為非線性方程。為了便于應用線性控制理論來分析小擾動下的動特性,對式(4)和(5)進行線性化(在寫增量方程時,為簡化寫法,D一律從簡,各變量上方的“-”表示穩態值),可得以下矩陣形式的線性方程
3.3溫度通道傳函模型
將式(6)進行拉氏變換,經整理得
以上得到的是開環系統的傳遞函數,從上式可推導,當反應放熱小于冷劑吸熱時,開環是穩定的。故可根據式(8)設計開環調節的控制器。
方程推導過程中作了許多假設,如認為冷劑閥門的流量在開度一定的情況下是穩定的,但實際中由于工廠設備等原因,往往不容易做到這一點。故在實際使用時,我們是以給定溫度與實際溫度的差值作為輸入量,構成閉環系統。這樣做的好處是,即使由于外界因素,使系統開環不穩定,我們也可以通過不斷的調節控制量,使閉環系統達到動態穩定。
4 反應釜控制系統設計
4.1改進的PID算法
為了適應不同被控對象,工程上有多種改進的PID算法。本論文采用一種不完全微分的PID算法。這種方法是在標準PID算法的微分環節上加上一個一階慣性環節,它可以克服完全微分的缺點,可更好地完成反應釜穩定控制的需要,改進后的傳遞函數為:

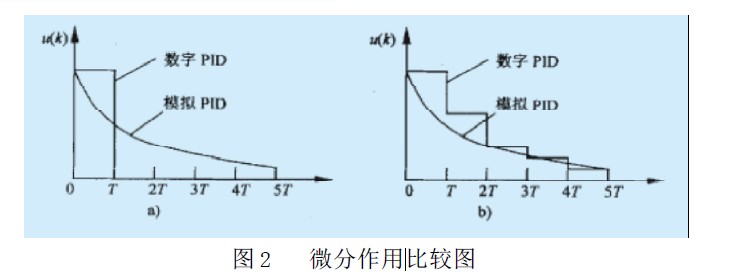
由以上各式可以看出,引入不完全微分后,與標準PID算法相比,微分輸出在個采樣周期內的脈沖高度下降,此后又按(0)daku的規律逐漸衰減。所以不完全微分能有效地克服完全微分的缺點,具有較理想的控制特性。圖2為兩種微分作用的比較,從中可以清楚地看到這種算法的優點。其中a)為普通PID,b)為不完全微分PID。PID控制器在工作點附近具有良好的控制性能,偏離工作點較遠時,由于控制對象的非線性而難以保證系統的動態品質,于是采用模糊控制算法可以較好地解決這個問題。
4.2 模糊一PID復合控制策略
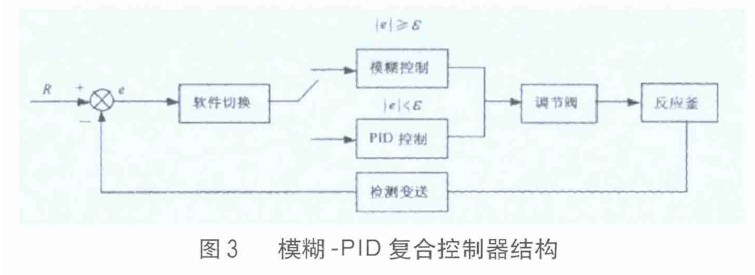
PID控制器在工作點附近具有良好的控制性能,偏離工作點較遠時,由于控制對象的非線性而難以保證系統的動態品質。而模糊控制的特點是在偏離工作點較遠的區域可明顯改善控制的動態性能,并且對模型參數時變對象的控制比PID控制具有更強的魯棒性,但模糊控制器的穩態精度較差,且在工作點附近容易產生很限振蕩。因此,可以設計這樣一種控制器:在誤差較大時采用模糊控制,使系統以很調較小的良好動態特性趨近設定值;在誤差較小,即趨于穩定時采用PID控制算法,發揮PID控制精確、靜態誤差小等優點,改善系統的靜態特性。模糊-PID復合控制是模糊技術與常規PID控制算法相結合的控制方法,當溫度偏差較大時采用模糊控制,響應速度快,動態性能好;當溫度偏差較小時采用PID控制,使其靜態性能好,滿足系統控制精度,兩者的轉換根據事先給定的偏差范圍自動實現。因此模糊-PID復合控制,既保持了PID控制的穩態誤差小、穩定性好的優點,又具有模糊控制自適應和調節速度快的特點制輸出。這種復合控制器算法簡單,實時性好且響應速度快,能有效消除穩態誤差[8],其原理框圖如圖3所示。
反應釜由于本身具有較大的時變性、非線性和時滯性,尤其是在其升溫段向恒溫段過渡的拐點附近,采用PID控制會產生較大的很調,控制效果非常不理想,而模糊-PID復合控制對于時滯較大的被控對象表現出較好的控制效果。
5 仿真分析
為了便于比較,在MATLAB的SIMULNK環境下按以下兩種控制方案進行仿真:
(1)采用傳統的PID控制
(2)采用模糊-PID控制,大偏差范圍內采用模糊控制,而在小偏差范圍內轉換成PID控制,兩者的轉換由程序事先給定的偏差自動實現。
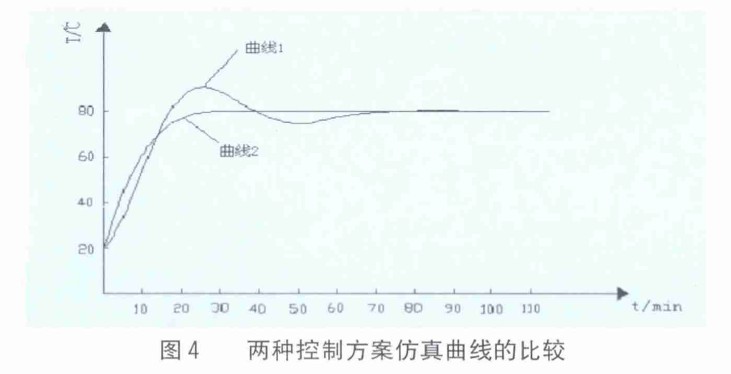
仿真結果如圖4所示(曲線1是傳統的PID控制的仿真曲線,曲線2是模糊-PID控制的仿真曲線)。由響應曲線可見,與傳統的PID控制相比,采用模糊-PID控制可以獲得較好的控制效果,不但可使系統無很調、響應快,具有抗參數變化的魯棒性,而且可對系統實現高精度控制。
6 結束語
分析了反應釜工作特點,給出了其動態特性及傳函模型,研究了改進的PID控制算法和基于查表的模糊控制算法,提出了模糊控制與PID控制結合的控制策略,仿真實驗結果表明采用模糊-PID控制可以獲得較好的控制效果。
提示:(本文原標題:基于模糊-PID的小型反應釜控制系統設計)
